



The machining of cemented carbide has a decisive impact on the properties and characteristics of the finished tools.
Qualitative accuracy of the individual machining stages can make a real difference to tool life.

The machining of cemented carbide has a decisive impact on the properties and characteristics of the finished tools.
Qualitative accuracy of the individual machining stages can make a real difference to tool life.
Cemented carbide can be machined with diamond grinding wheels. When selecting the grinding wheels, the grain size, type of connection (synthetic resin, metal sintering, ceramic or galvanic bonds) and concentration represent important factors.

The larger the abrasive grain:
The harder the bond:
The higher the concentration:

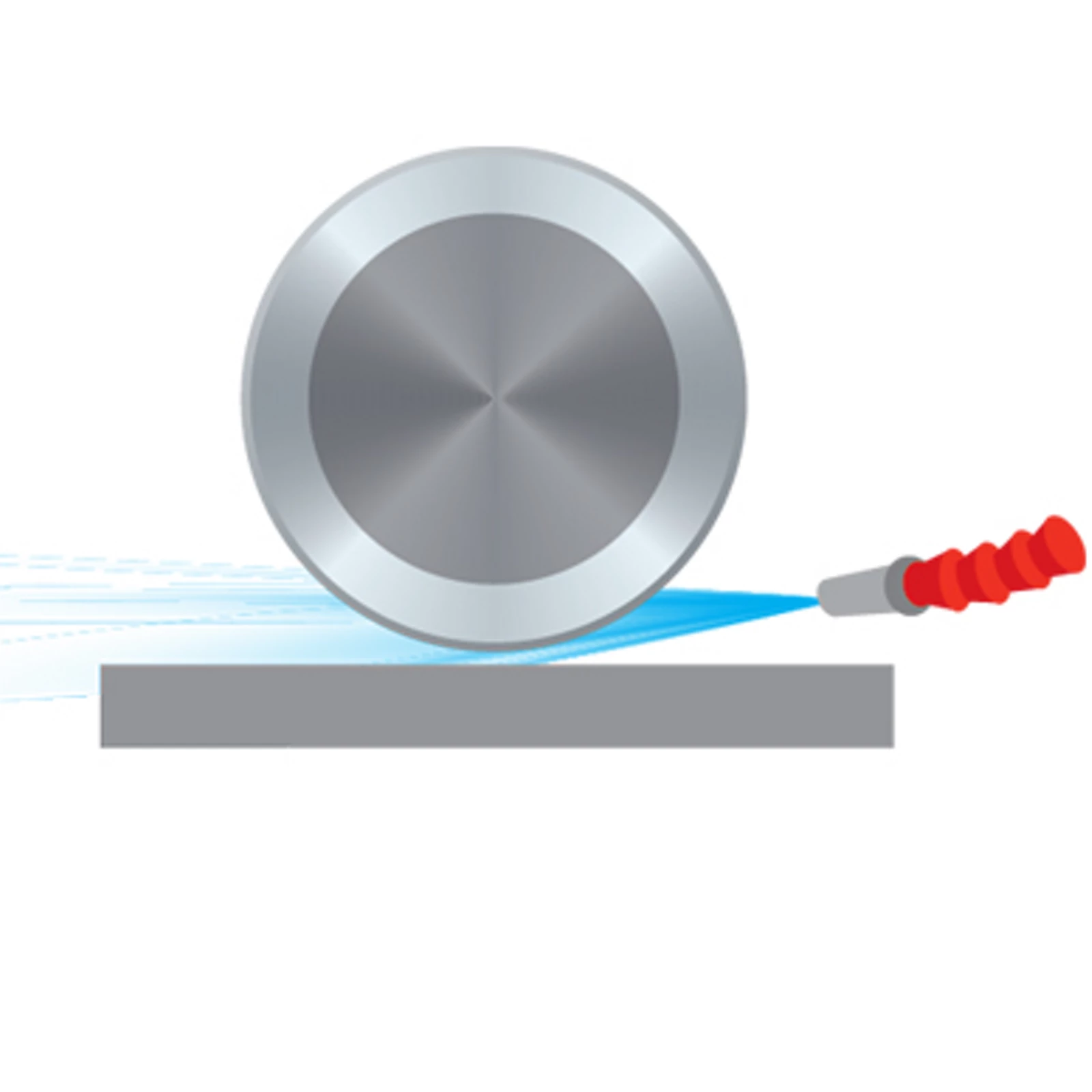
Proper cooling is most important when grinding. A coolant should always be used in grinding operations. Whether cooling oil, emulsion or water is the best choice, must be decided on an individual basis.
It has to be ensured that the cooling lubricant reaches the material at the most important point in order to obtain an optimum cooling effect. If this is not the case, damage to the carbide may result.
In the process of Electric Discharge Machining (EDM), conductive materials like tungsten carbide are machined in a dielectric (water or oil). The workpiece and the forming tool each represent an electrode between which high frequency discharge processes occur. These discharge processes are triggered by exceeding the electric disruptive voltage between workpiece and forming tool, which is determined by the working distance and the insulation capacity of the dielectric. A basic distinction is made between wire erosion and EDM sinking.
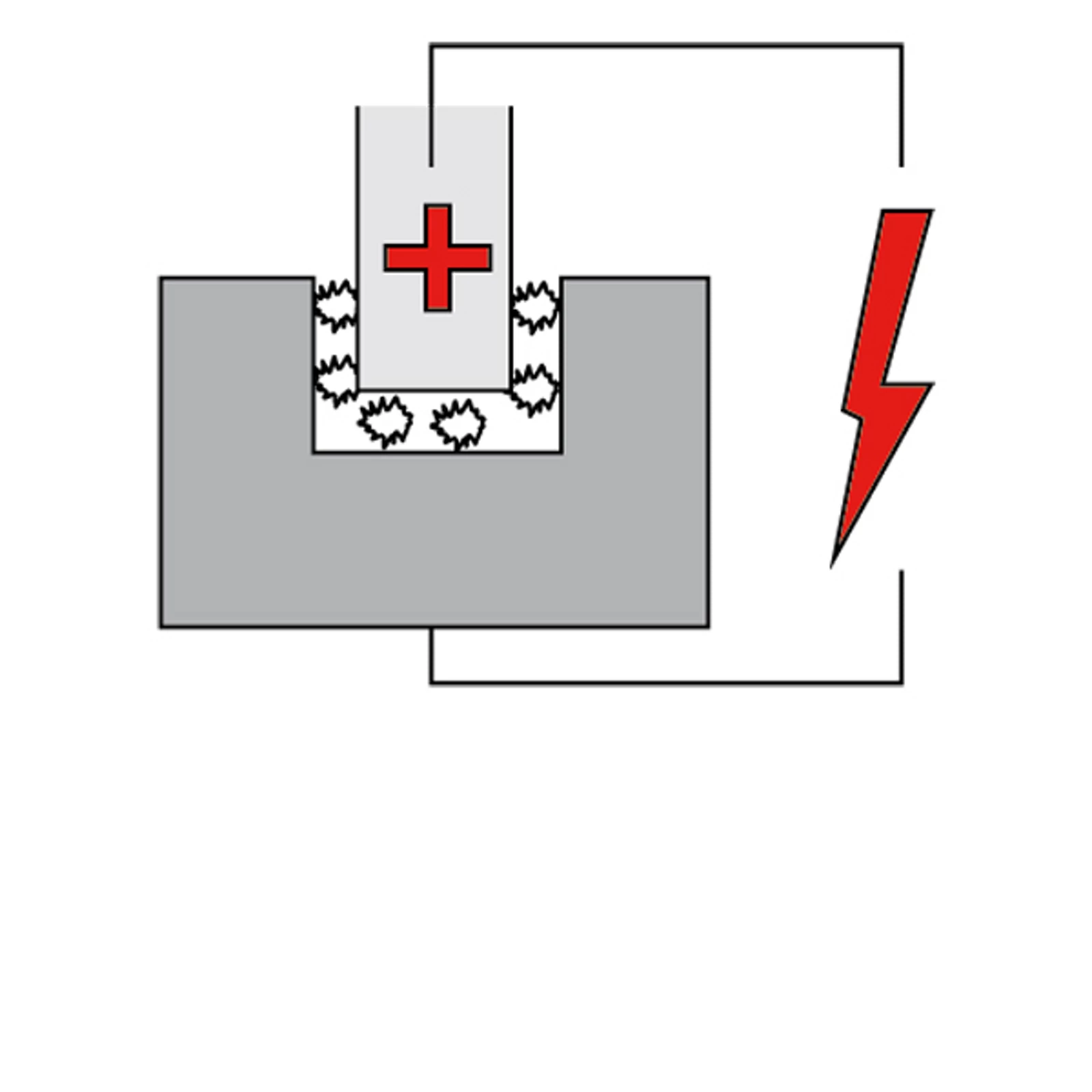
In EDM sinking the tool is an electrode which has the negative shape of the final result of the operation. By using several axes complex shapes can be machined. Electrodes can be manufactured out of tungsten-copper, copper or graphite. Oil is used as a dielectric, so the danger of corrosion is slight. Wrong settings may create thermal damage on large sections of the workpiece surface.
In wire erosion electrical voltage stimuli cause sparks which transport material from the workpiece (anode) to a submerged thin wire (cathode) as well as into the separating medium (dielectric). The accuracy of the process is based on the fact that the spark always jumps at the point where the distance between the workpiece and the wire is minimal.
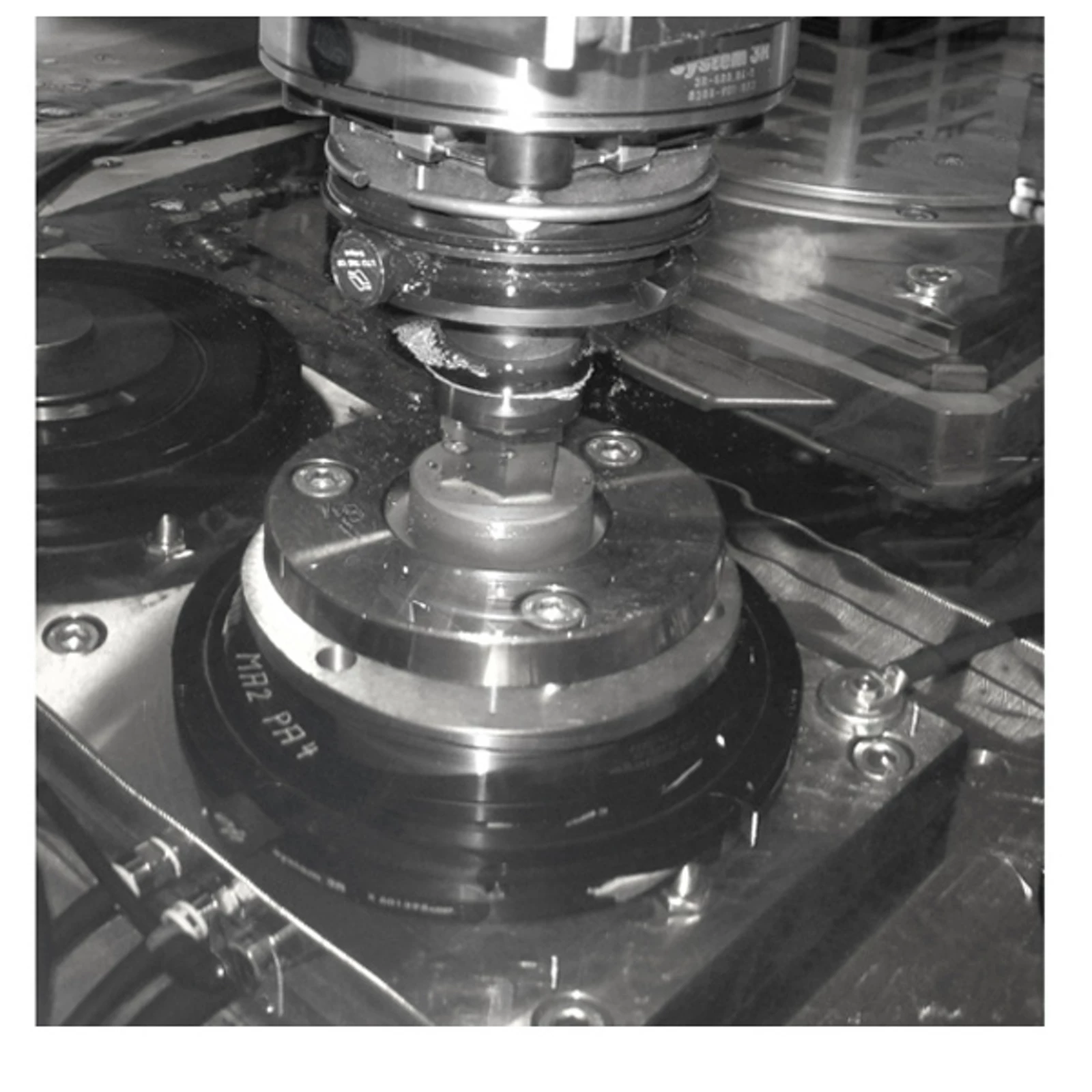
Milling of cemented carbide has become more popular in recent years, compared to other methods, it has some advantages.
For carbide milling the tools must be four times harder than the material which has to be machined. Based on the mechanical properties and the hardness of the carbide grades (800–2,200 HV30) only two materials are normally used for machining: PCD (polycrystalline diamond) or CVD (diamond-coated) tools. Both these materials have a hardness around 8,000 up to 10,000 HV30 and are therefore suitable for machining carbide. In general the following applies: the harder the cemented carbide, the more difficult the milling operation and the shorter the tool life will be.
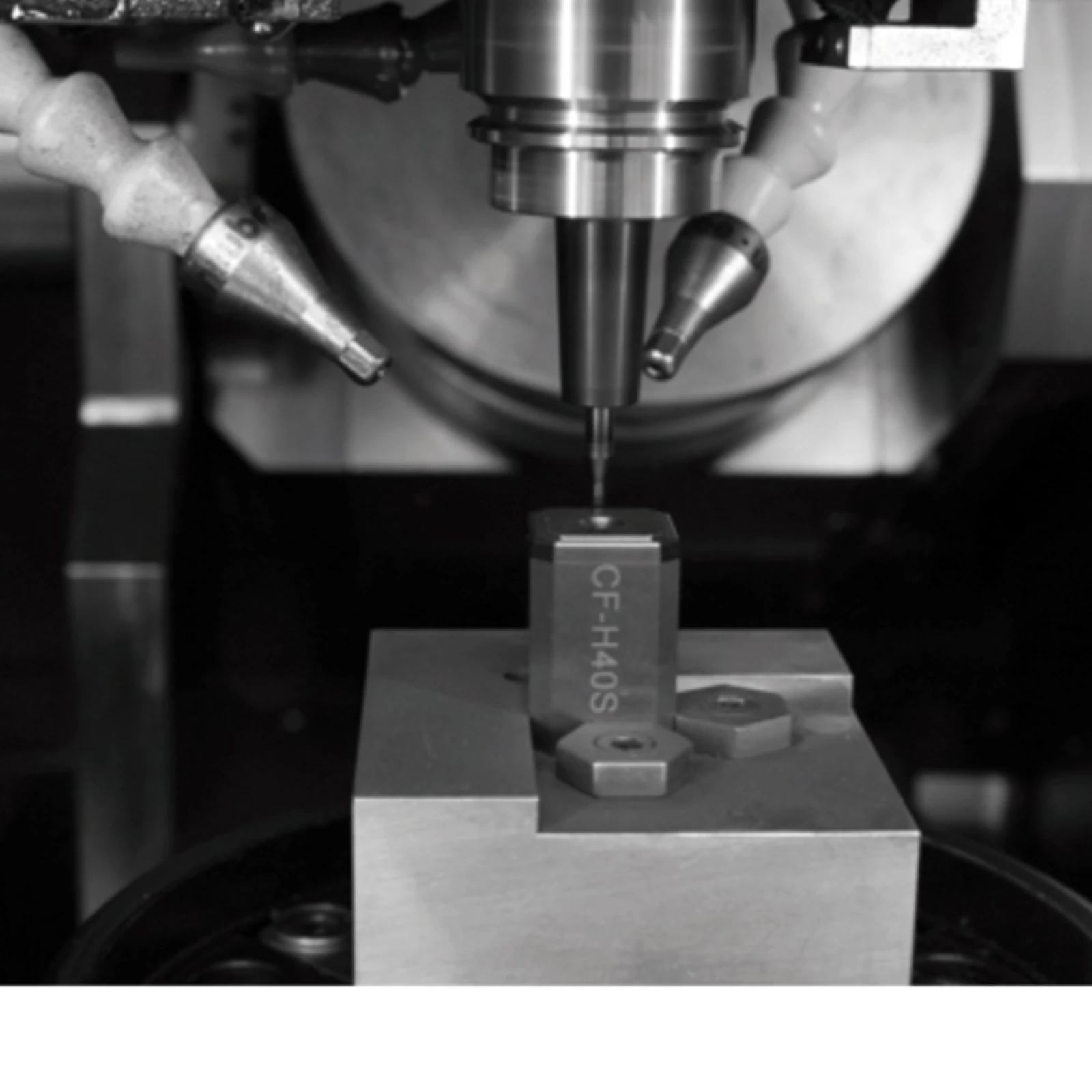
Hard turning can be used for roughing with high metal removal rates and depths of cut, or for producing complex profiles with excellent surface finish and both low material removal and depth of cut.
As in the case of carbide milling it is important that the tool used for machining carbide is harder than the carbide to be machined. The main materials used for the inserts when turning carbide are CBN (cubic boron nitride) and PCD (polycrystalline diamond).
CBN inserts are used for carbide grades with a hardness up to around 1100 HV30. Using tools with an appropriate geometry it is possible to reach high metal removal rates and considerable depths of cut. For harder carbide grades, up to hardness values around 1600 HV30, it is necessary to use PCD cutting tools. These cutting inserts are usually brazed to the steel body of the tool and are able to reach surface roughness values of around Ra 0.1.
However, not all carbide grades can be machined economically.

Sandblasting can remove (in some cases completely) the thermally stressed zone created by the previous eroding process, as well as the white zone. In addition, tensile residual stress in the surfaces can be converted into compressive residual stress, and the outermost surface layer of the carbide compacted.

Any microcracks that may have arisen in the course of grinding can also be removed by sandblasting. Particularly suitable for the finishing of carbide tools is microblasting followed by polishing of the blasted surfaces. A blasting material of fine-grained white corundum can be used for this process.

Polishing is usually the last operation to improve the surface finish of the workpiece. This operation can be performed automatically, using machines, or manually. With carbide this is generally done using diamond pastes of different grain sizes, depending on the initial roughness of the surface.
Machines for polishing internal profiles work by pushing a paste containing diamond particles through the part which needs to be polished (e.g. extrusion, honing). This reproducible process enables polishing of deep and small holes, but it is hard to improve the surface finish significantly.
Manual polishing of carbide is always done using diamond pastes which are applied to the workpieces to be worked with different wood or plastic supports. By using different diamond pastes the surface finish is improved.
When using different media grain sizes, it is possible to make big improvements to the surface finish, reaching Ra values down to around Ra 0.05. Depending on the skill of the operator it can be difficult to replicate the manual process exactly. If rougher diamond pastes are used, profiles/radii may be distorted.


Wear-resistant coatings are being used more frequently nowadays to improve the tool life and the process quality in many applications. The most common coating procedures are PVD (Physical Vapour Deposition) and CVD (Chemical Vapour Deposition).
CVD process (Chemical Vapour Deposition)
At a temperature of 1,000°C the components of a carrier gas react and form wear-resistant layers on the surface of the material.
Advantages:
PVD process
Physical vapour deposition is based on the vaporisation of the material so that it can be deposited as a thin film. The material in solid form is either heated until evaporation occurs (thermal evaporation) or sputtered by ions (sputtering).
Advantages: